



Taps
Posting Guru
Joined: Sep 2004
Posts: 1,616
Likes: 3
From: Sapulpa OK

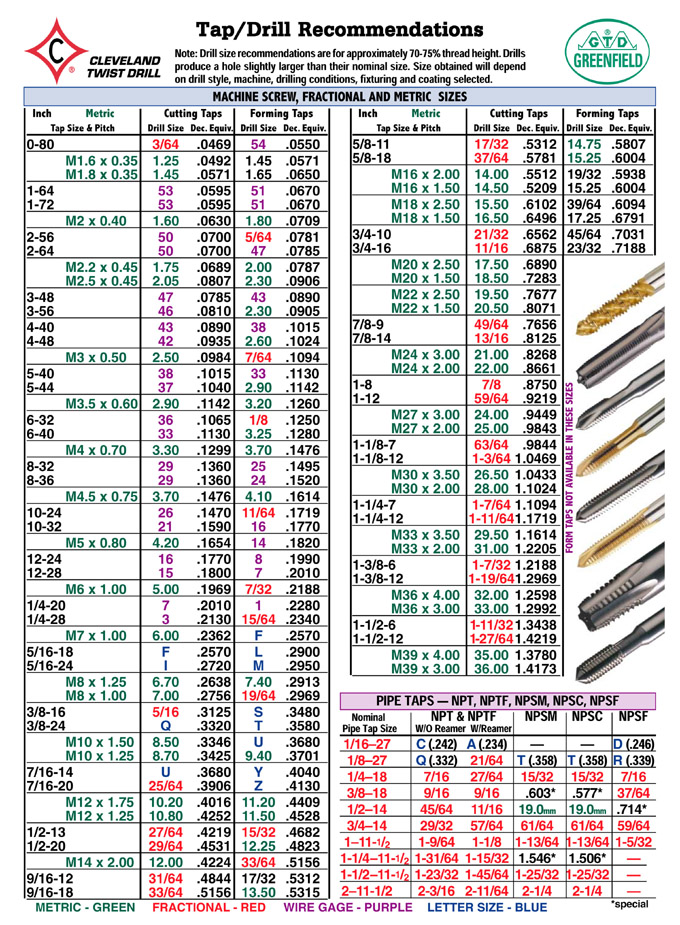
13/64" drill for 1/4"-20 Tap. Hanson, Vermont tap & Die, greenlee these are all good tools. Try and stay away fron foreign made taps. You don't want to cut corners here, a broken tap can be a lot of work to remove.

Fleet Mechanic

Joined: Jul 2005
Posts: 1,467
Likes: 107
From: Staten Island, NY
A #7 drill will give the proper size hole for a 75% thread for aluminum, brass, plastic, etc. Use a 7/32 drill for a 50% thread in steel. Use plenty of lubricant - WD40 works well for aluminum and brass, high sulfur pipe threading oil works well for steel. Back the tap up a quarter turn every half turn or so to break the chip and you'll have less chance of breaking a tap. Personally, I use spiral point taps in thru holes. they push the chips ahead of the tap and don't require you to keep backing the tap out to remove chips.
Posting Legend
Joined: Sep 2001
Posts: 30,255
Likes: 37
Here is a chart:
http://www.motionnet.com/cgi-bin/sea...howlink&no=560
Look around on that site, there is a lot of interesting info including a decent spelling checker and units converter:
http://www.spellcheck.net/
http://www.unitsconverter.net/
http://www.motionnet.com/cgi-bin/sea...howlink&no=560
Look around on that site, there is a lot of interesting info including a decent spelling checker and units converter:
http://www.spellcheck.net/
http://www.unitsconverter.net/
Fleet Mechanic
Joined: Jul 2004
Posts: 1,988
Likes: 14
From: Travelers Rest SC
If you don't have a chart handy, you just subtract the distance of one thread from the diameter. 1/4"-20 = 20 threads per inch. 1/20 of an inch equals .050". .250 (1/4") - .050 = .200. A number 7 drill is .201. Metric taps are easier, because the pitch given is already one pitch, rather than threads-per-inch, like SAE threads. So- an 8.0 X 1.0 tap would simply use a 7mm drill. As previously mentioned, you can go a little bigger in hard-to-tap materials, unless it's something critical. There are various goopy tapping fluids on the market that really improve results, but even a few drops of oil is a big improvement.
Posting Guru
Joined: Jun 2002
Posts: 1,097
Likes: 0
From: Home, at last!
Originally Posted by PupnDuck
A #7 drill will give the proper size hole for a 75% thread for aluminum, brass, plastic, etc. Use a 7/32 drill for a 50% thread in steel. Use plenty of lubricant - WD40 works well for aluminum and brass, high sulfur pipe threading oil works well for steel. Back the tap up a quarter turn every half turn or so to break the chip and you'll have less chance of breaking a tap. Personally, I use spiral point taps in thru holes. they push the chips ahead of the tap and don't require you to keep backing the tap out to remove chips.
Trending Topics
Elder User
Joined: Mar 2007
Posts: 626
Likes: 0
From: Rome, GA
Morse makes some really good taps. You would probably have to get them from an industrial supply place. Working clean and using lubrication is probably the most important part of making your cutting tools last.
FTE Stories
Ford Trucks for Ford Truck Enthusiasts

3 Best / 3 Worst Parts of Modern Ford Ownership
Brett Foote
10 Amazing Upgrades That Solve Common Ford Truck Owner Headaches
Pouria Savadkouei
Every 2026 Ford Engine Explained
Brett Foote
10 Ugly Ford Trucks That We Still Kinda Love
Joe Kucinski
10 Things Every Truck Owner NEEDS (2026 Edition)
Michael S. Palmer
Rezvani's Latest Post-Apocalyptic Monster Is a Ford F-150 Raptor Underneath
Verdad Gallardo
Top 10 Most Expensive Ford Trucks Ever Sold on Bring a Trailer
Joe Kucinski
2027 Ford Super Duty Buyer's Guide (Every Model, Engine, & Package)
Brett Foote
Top 10 Ford Truck Tragedies
Joe KucinskiThread Starter
|
Senior User
Joined: Feb 2005
Posts: 375
Likes: 0
Cargo Master



Joined: Apr 2003
Posts: 3,476
Likes: 224
From: Frequently frozen MN
Great post FLgargoyle.
We used to get some 3/8" aluminum plates tapped to mount our systems. The machinist who usually did it used water for cutting fluid. Said it worked great. I think that it was 6120 Aluminum, but it's been quite a while.
We used to get some 3/8" aluminum plates tapped to mount our systems. The machinist who usually did it used water for cutting fluid. Said it worked great. I think that it was 6120 Aluminum, but it's been quite a while.
Cranky Old Guy
Joined: Mar 2008
Posts: 3,562
Likes: 6
From: Raphine, Virginia
Here is another link. I printed it out and posted in the garage: http://www.boltdepot.com/fastener-in...rill-Size.aspx


Posting Guru
Joined: Nov 2006
Posts: 1,347
Likes: 0
check out Rutland tool co. I have a craftsman metric tap and die set (got it for xmas one year) and a cheap harbour frieght (got it for free from a friend) The HF one is good enough to chase threads. The craftsman one is okay, but I found that the ones I bought at Rutland seem to be very good.
http://www.shoprutlandtool.com/webap...roductId=10144
http://www.shoprutlandtool.com/webap...roductId=10144

Thread
Thread Starter
Forum
Replies
Last Post
brkncly
1999 - 2016 Super Duty
0
Jun 18, 2016 10:07 AM
ivanribic
Big Block V8 - 385 Series (6.1/370, 7.0/429, 7.5/460)
16
Sep 17, 2015 11:27 AM