weldporn: the beautiful and the ugly
#16
 01-16-2014, 04:31 PM
01-16-2014, 04:31 PM

#17
01-16-2014, 04:50 PM
I lost count years ago the number of bad solderings I fixed in my jewelry business (Precious metal "soldering" is actually brazing or welding) done by people who claimed to be professionals. When a new customer would ask why I charge more than the guy at the mall, my answer was "Probably because he knows how much HIS work is worth!". Then I'd say, "when his cheap repair breaks again it will then cost you two or more times my quote to undo his work and fix it right".
#18
01-16-2014, 05:20 PM
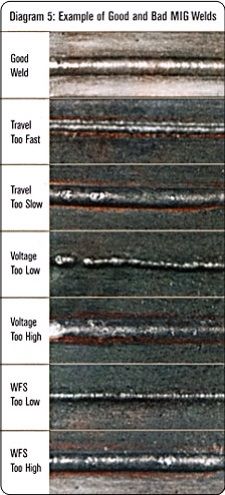
Mig welds do look different from TIG welds, but it is easy to distinguish a good MIG weld from a bad one. Anyone who can't tell from these pictures which is a good MIG weld and which is a bad one I suggest you go back and reread my MIG welding tutorial.


Every one of my students was able to be able to run a bead close to the second picture after a 4 hr class.
Every one of my students was able to be able to run a bead close to the second picture after a 4 hr class.
#19
01-16-2014, 07:15 PM

#20
01-16-2014, 08:36 PM
Posting Guru


#21
01-16-2014, 08:37 PM
My wood joints are far superior to my welding. Of course I do woodwork for a living so I do it all the time. My welding is good when I am doing it a lot, but when I weld some small thing, like making a tool for my woodworking, it takes me a while to get the hang of it again. When I start, after many months of no welding, mine look pretty bad (but not as bad as the exhaust pipes that Ax posted). So I practice on some scrap until I get it going again. My horizontal slot mortiser that I made 10 years ago and my home made 5' x 9' utility trailer have never had a failed weld and they both get used constantly. I am hoping that when I actually start driving my truck I will find that all my welds were good. 

#22
01-16-2014, 09:47 PM

#23
01-16-2014, 11:05 PM
Posting Guru
#24
09-17-2015, 09:08 PM
Chris, if you are MIG welding, don't be disappointed if your welds don't have that "stack of dimes" look like these pictures. That is done with TIG, not MIG. TIG is more closely related to torch welding, the TIG torch does not touch the metal, it heats with a concentrated high voltage plasma arc and melts a puddle of metal to fuse the metal together, then a filler rod is poked into the molten puddle and quickly withdrawn to add more molten steel to the puddle. the torch is advanced to the edge of that now frozen puddle and the process is repeated, producing the stack of coins (NOTE: no electricity flows thru the filler rod in TIG, it is just a source of additional steel). With MIG electricity flows thru the filler wire when the wire is shorted out by touching it to the metal. The high current flowing thru the poorly conductive thin wire heats it very hot and the white hot molten filler wire jumps to the metal, heating it hot enough to melt the filler and the metal being welded together. as the filler wire is melted into the metal more wire is advanced keeping the short circuit going and the weld is continuous as you advance the stinger along. since the weld is continuous, no "coins" will form. (It is important to understand how the weld is produced in MIG to fully evaluate the quality and correct your welds. That's the problem with most how to MIG books and tutorials, they don't give you enough information on the difference in what is happening to be able to distinguish between a bead that was made with too low a power setting and one made by moving the stinger at too fast a rate. I will add a trouble shooting section to my tutorial in the next few days, so watch for it to pop back to the top.) You can get a rippled effect in a MIG weld by "weaving" the stinger, Weaving produces a wider bead without making it higher or creating too much heat and also allows the welder to concentrate the heat to the heavier piece when welding two different thicknesses together. Weving is done by moving the stinger in a series of cursive "e"s or "w"s pulling the edge of the puddle back on itself as you advance it. A good woven MIG weld will look like this:


Thread
Thread Starter
Forum
Replies
Last Post
jtmalott
1987 - 1996 F150 & Larger F-Series Trucks
6
10-17-2017 04:00 PM