Ford F5
#31
 03-09-2014, 09:43 AM
03-09-2014, 09:43 AM


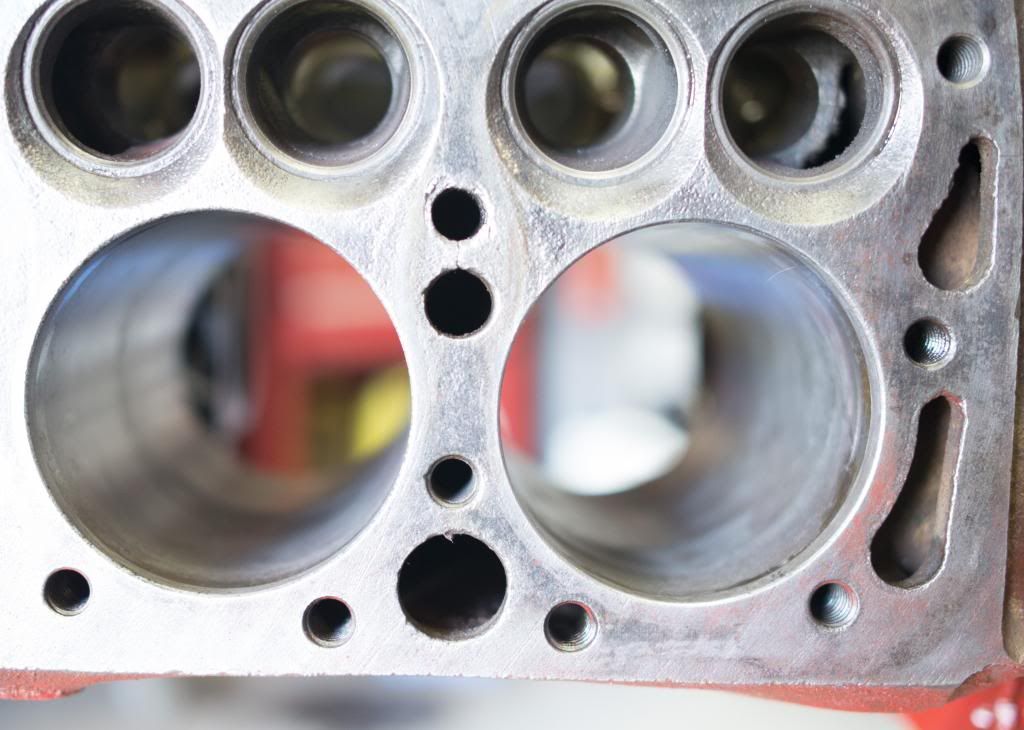
I will chime in with something about the cement mixer AND the flathead. I have owned tons of hit and miss (and throttle governed) one lung engines. In the late 80's I was given an 8 hp 1912 Stover engine. 6" bore, 12" stroke. I worked that out once and that's 327 cu in in one cylinder! This was my second engine of this vintage. When unsticking and disassembling it I found the bore to be quite pitted and boring was out of the question, as no oversize piston, no money (4 kids at home) for sleeving etc. I addressed my dilemma to a known expert in the field and he told me to hone what I could within reason and then proceded to tell me how he had built volkswagon racing engines for many years. He told me he used to mill 'pits' or dimples into the cylinder walls to hold oil, further lubricating the cylinder walls and rings. He suggested that my rust pits did no harm whatsoever, and the only problem would be a score or vertical groove (or series of connected pits). I have run the Stover at 75 rpms for 12 hours straight many many times. Also since then, I have left many rust pits in honed cylinders with great success. In my 20s, 30s and 40s I worried myself sick with agonizing over engine internals, but over the years I have relaxed a bit and think about what the people drove out west to escape the dust bowl. Heavily loaded, cheap or used oil etc etc. I admit I did plastigauge the bearings in the used 8ba I'm hoping to fire up this afternoon. Can you show some pictures of your bores?
#32
03-09-2014, 09:51 AM
Posting Guru
Join Date: Sep 2011
Location: Clitherall, MN.
Posts: 1,409
Likes: 0
Received 0 Likes
on
0 Posts
#33
03-09-2014, 10:17 AM
Flathead pistons are available up to 3/16 inch oversize (final bore 3.375"). I don't recommend going that bit, but it is commonly accepted to be safe to bore a flathead 1/8 inch oversize (final bore 3.3125"). Post pictures of your cylinder walls and we can argue over whether you need a bore job or not. Keep the flathead.

#35
03-09-2014, 11:54 AM

Join Date: Mar 2014
Location: Nelsonville, Ohio
Posts: 174
Likes: 0
Received 0 Likes
on
0 Posts

#36
03-09-2014, 01:00 PM
Posting Guru
Join Date: Sep 2011
Location: Clitherall, MN.
Posts: 1,409
Likes: 0
Received 0 Likes
on
0 Posts
#37
03-09-2014, 01:10 PM
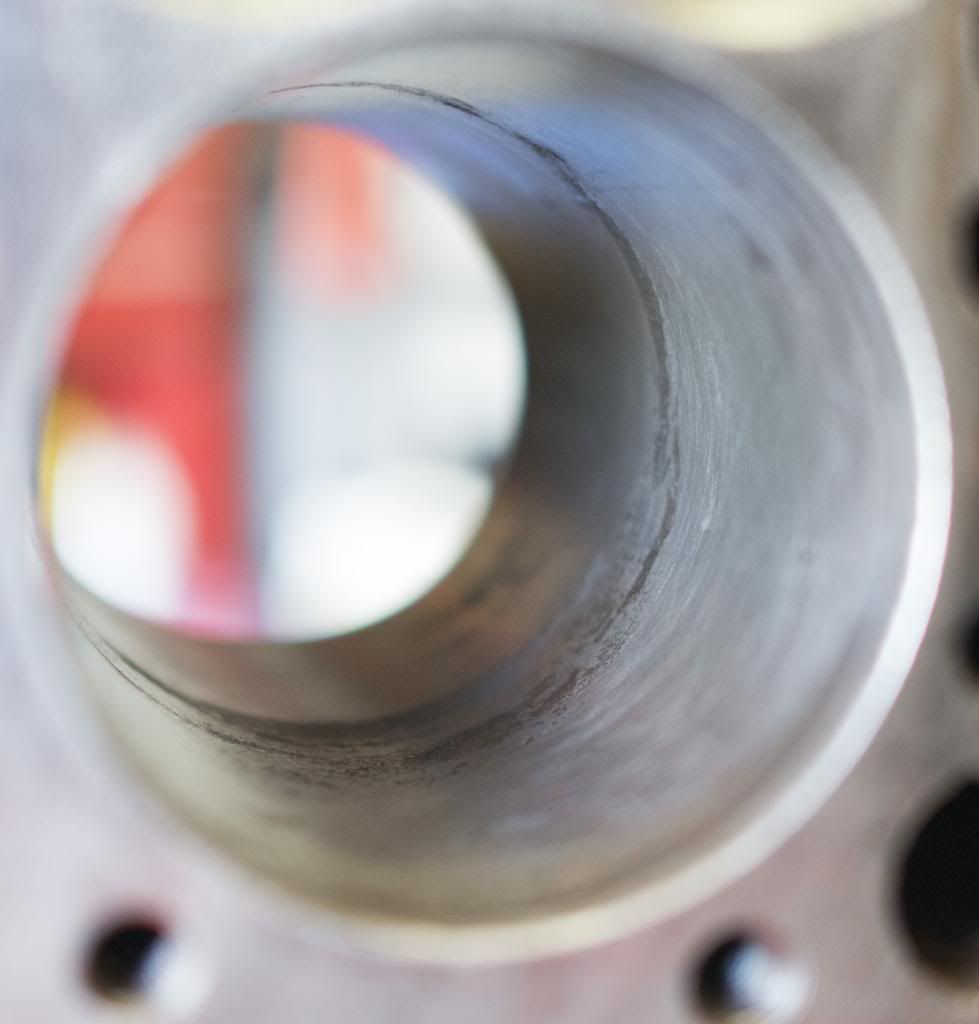
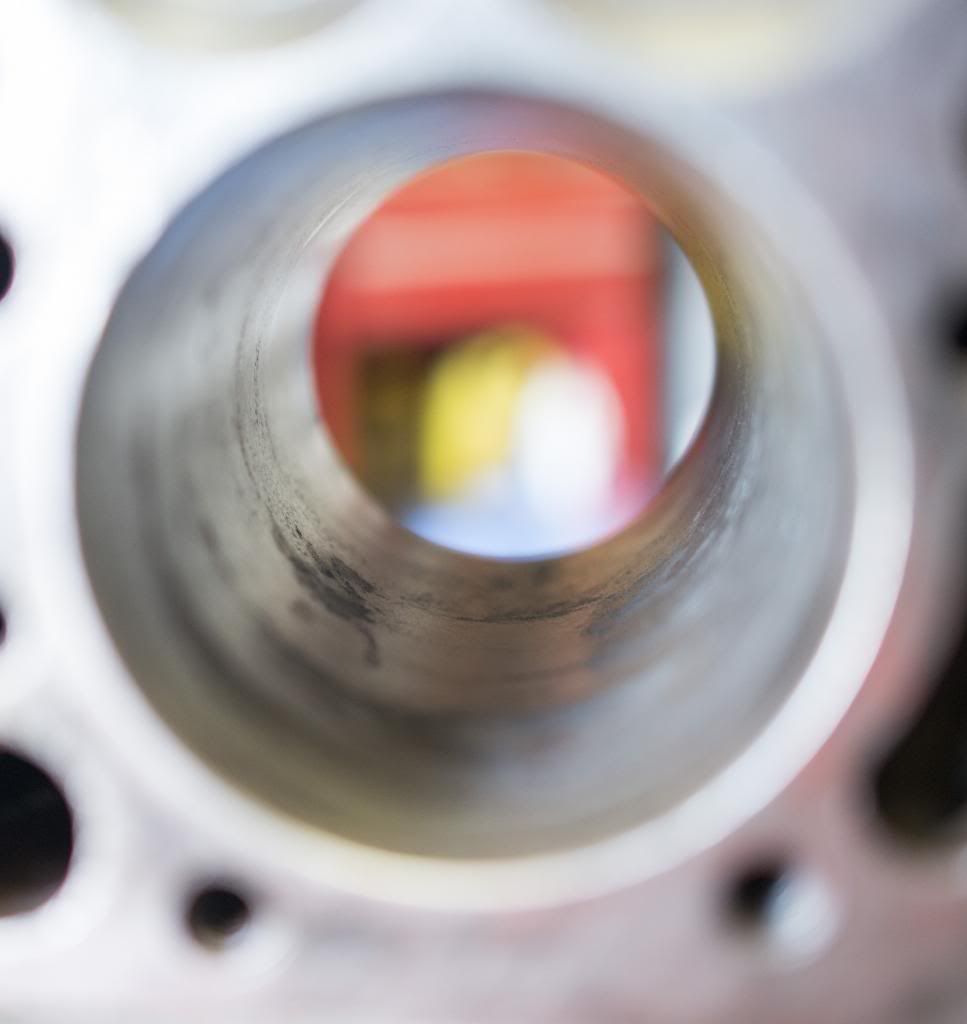
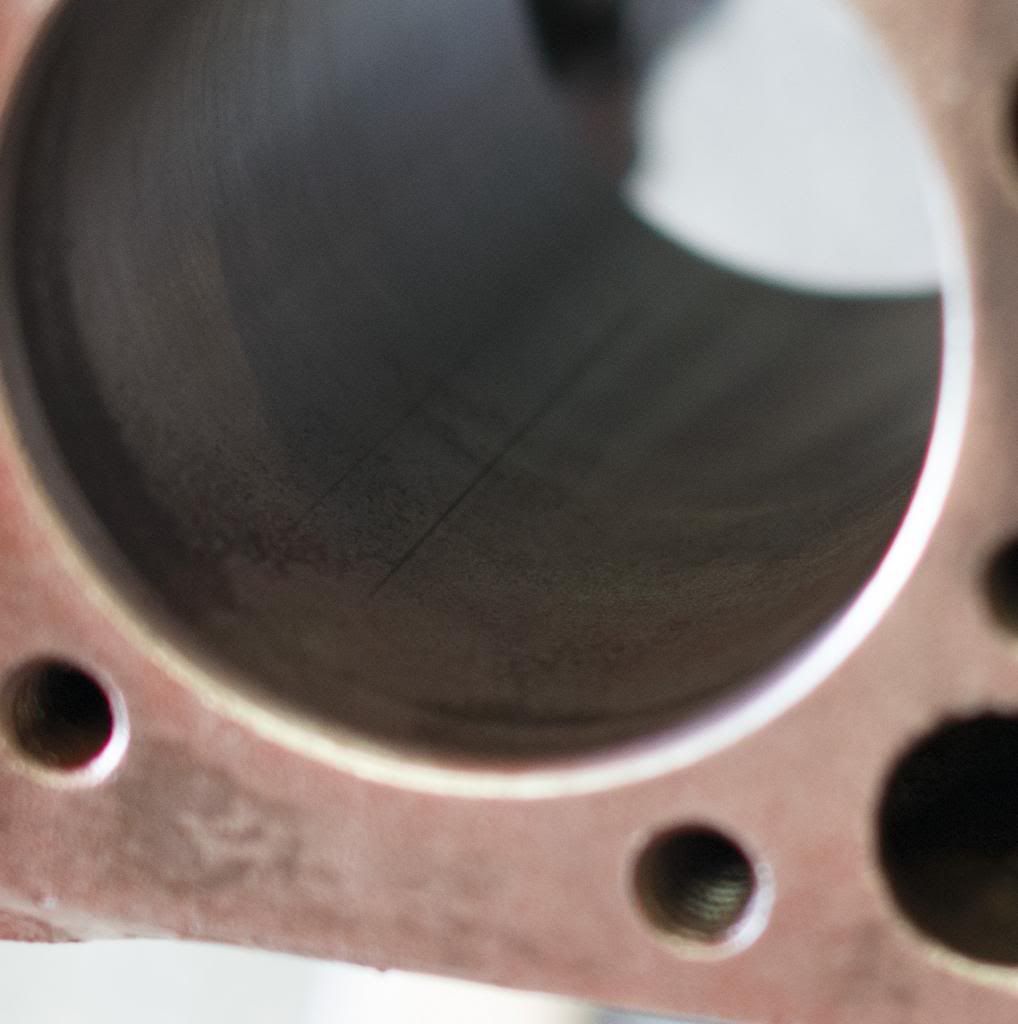
Take a compression ring, fit it into the cylinder and push it down with the piston. Any catch at the pitting? Any catch with a fingernail? What is the ring gap, even top to bottom of travel? How about the ridge, catch it with a fingernail? Kinda hard to tell how deep the pitting is. Was the engine stuck when you got it, I forget? How about those two vertical scores in the cylinder, any catch with a fingernail? And again, what is the clearance between pistons and cylinder walls? What about ring land wear? If not excessive, I would almost go for a very light honing and go back together.
#39
03-09-2014, 01:41 PM
Post Fiend
Join Date: Sep 2006
Location: Island Southeast Alaska
Posts: 14,325
Likes: 0
Received 5 Likes
on
5 Posts
I am with Ray on this one. Give her a honing that will take out the ridge. (It doesn't look to deep). Than show us some pics of it again.
I think it will be just fine If the up down scratches mostly hone out. Them's the
ones that could cause problems. Save the Flat Motor.
But before getting any farther into it I would have it checked for cracks
ya all can't see.
I think it will be just fine If the up down scratches mostly hone out. Them's the
ones that could cause problems. Save the Flat Motor.
But before getting any farther into it I would have it checked for cracks
ya all can't see.
#40
03-09-2014, 03:16 PM
Fleet Owner
Bore & hone - 8 cyl - $150
8 new pistons - $150 - $200
Rings - $90
Having an engine that runs like a top and doesn't smoke -- priceless....
Easier now than it ever will be, and IMO those cylinders are going to eat rings.
PS -- have you had the engine thoroughly checked for cracks? I see the ones in the center bolt holes, those aren't a concern for a stock build.
8 new pistons - $150 - $200
Rings - $90
Having an engine that runs like a top and doesn't smoke -- priceless....
Easier now than it ever will be, and IMO those cylinders are going to eat rings.
PS -- have you had the engine thoroughly checked for cracks? I see the ones in the center bolt holes, those aren't a concern for a stock build.

#42
03-09-2014, 03:47 PM
Posting Guru
Join Date: Sep 2011
Location: Clitherall, MN.
Posts: 1,409
Likes: 0
Received 0 Likes
on
0 Posts
Bore & hone - 8 cyl - $150
8 new pistons - $150 - $200
Rings - $90
Having an engine that runs like a top and doesn't smoke -- priceless....
Easier now than it ever will be, and IMO those cylinders are going to eat rings.
PS -- have you had the engine thoroughly checked for cracks? I see the ones in the center bolt holes, those aren't a concern for a stock build.
8 new pistons - $150 - $200
Rings - $90
Having an engine that runs like a top and doesn't smoke -- priceless....
Easier now than it ever will be, and IMO those cylinders are going to eat rings.
PS -- have you had the engine thoroughly checked for cracks? I see the ones in the center bolt holes, those aren't a concern for a stock build.
#43
03-09-2014, 04:27 PM
That is a head bolt hole next to a water coolant passage. Common area for cracks. Use thread sealer. If I were going to pull the block and send it out, I would find oversize parts and have it bored, too. And then comes verification of hardened valve seats. Comes down to how much money, time and effort you want to spend and what you want when done. Either way, rebuild or patch, you'll have a 50 MPH vehicle.
#44
03-09-2014, 04:55 PM
Fleet Owner
#45
03-09-2014, 08:53 PM
Flatheads have a reputation as an expensive engine to rebuild. If you are in no rush you can drop the cost a lot by purchasing parts from other forum members, either here, on the Ford Barn, or on the HAMB. If it were mine and it passed crack check, I would probably bore to the next size pistons, refresh the bottom end and valve train, and have the rotating assembly balanced.