Repair post on the HAMB by MP&C
#16
 02-07-2011, 01:33 PM
02-07-2011, 01:33 PM

Posting Guru
#17
02-07-2011, 06:24 PM
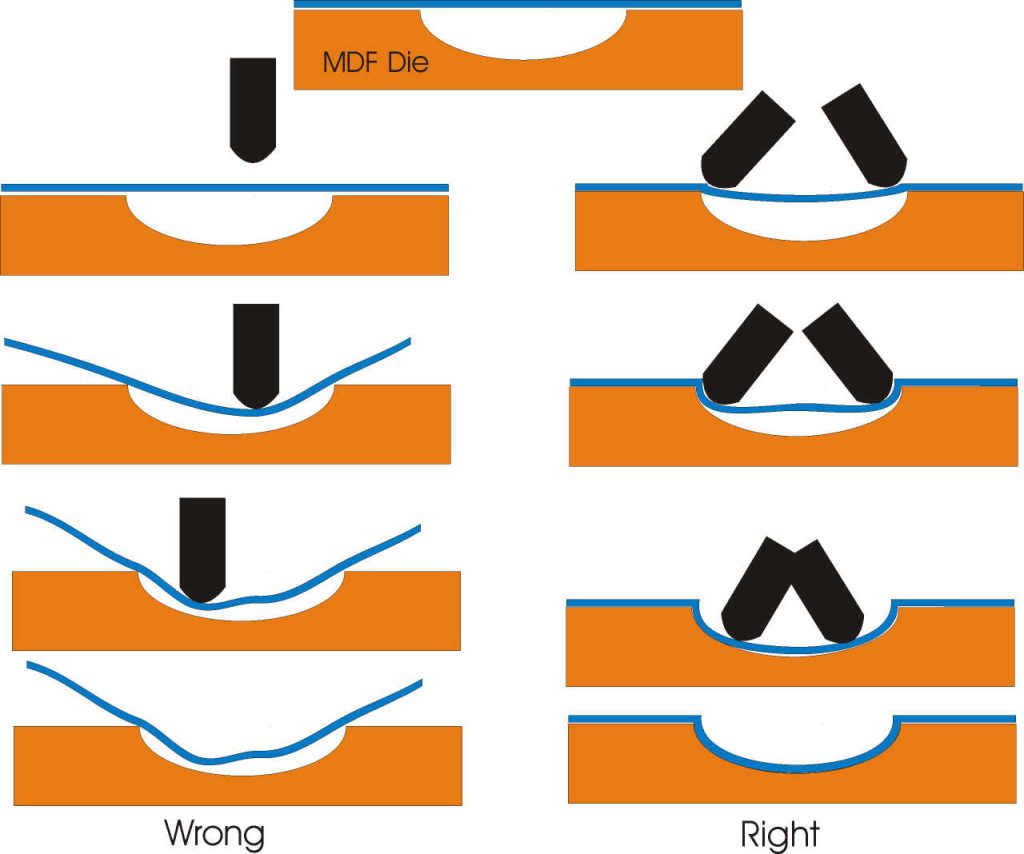
Bob, If you could form the "valleys" into some MDF board (or similar) with a router, and could slightly oversize the metal panel (cut off excess later)that would allow you to clamp/screw the outer perimeter to help prevent movement, it should eliminate the need for prestretching. A "window frame" layer or two of the same material will help in the clamping process, but you may find through trial and error a need to make smaller "window frames" to clamp around each valley. An appropriate sized steel rod with a rounded tip and a dead blow would do a pretty nice job of forming the beads, stretching the metal as you went.
#18
02-07-2011, 08:59 PM

#19
02-08-2011, 10:47 AM

#21
02-10-2011, 10:51 AM
A hammer is considered a "precision" tool when used properly. Machinists rely on hammers to make tiny adjustments to setups. To use a hammer in a precision manner, do NOT grasp it like a carpenter would to drive nails! Instead hold the hammer near the end of the handle with a relaxed grip and the index finger extended straight along the top of the handle pointed at the head of the hammer, in a manner similar to tapping the finger tip on a table top. Keeping the wrist straight and the upper arm against the body swing from the elbow. Ideally the surface to be struck should be at the same height as the elbow. Let the weight of the hammer deliver the force, not your muscles. You will gain much control over exactly where the hammer strikes and the angle of the blow. This technique is especially important when using a body hammer to shape metal. You can do a lot more work in less time with "love taps" than with "beating it into submission" Save that for driving nails or demolition work.

Thread
Thread Starter
Forum
Replies
Last Post
EndorphinJunky
Ford Truck Parts for Sale
424
03-23-2015 05:15 PM
BigSix1
1987 - 1996 F150 & Larger F-Series Trucks
12
08-23-2014 11:14 AM
bobj49f2
1948 - 1956 F1, F100 & Larger F-Series Trucks
8
08-15-2010 12:31 AM